
History of Six Sigma
6 Sigma manufacturing philosophy came from Motorola
They recognized that sufficient process improvement would not occur using a conventional approach to quality. It was developed to help them reduce variation within a process by focusing effort on improving inputs to a process rather than reacting to outputs.
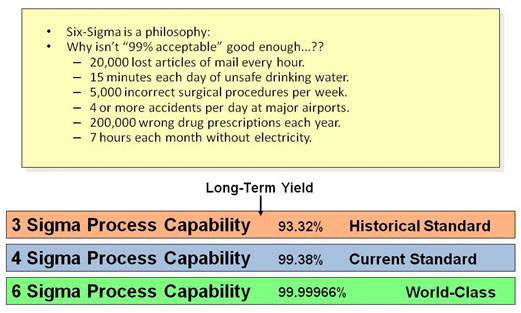
Fig 1. The Classical View of Performance
The process was failing the customer expectations traditionally, processes aimed for process capability of 3 to 4 sigma (Cpk=1.0 to 1.33 or 93% to 99.3% acceptable) The customer received 6200 defective product per million at best Processes now aim for 6 sigma (Cpk=2) The customer would receive 3.4 defective product per million
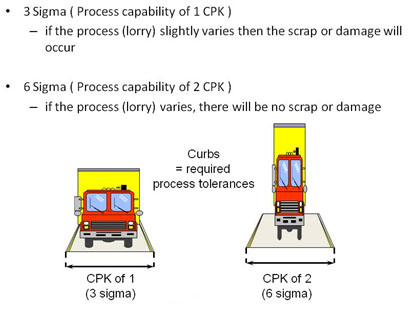
Fig 2. 6 Sigma Process Capability “What is it (CPK)”
Understanding Variability
Variation exists in everything. Even the best machine cannot make every unit exactly the same.
Improved capability, becomes a necessity, due to the need of:
improved designs
lower costs
better performance
All of this leads to the need of tighter tolerances. This means that the ability to operate to a tight tolerance, without producing defects becomes a major advantage
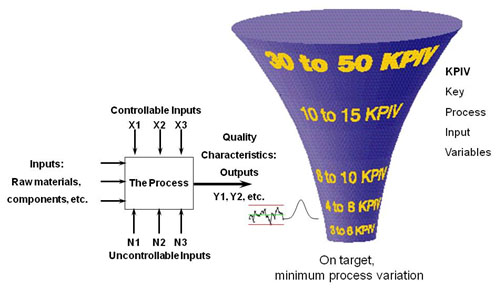
Fig 3. Improvement Methodology
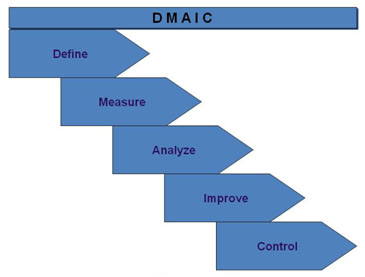
Fig 4. 6 Sigma Improvement Methodology
Define:
Define terms of reference (Charter the project)
Team / customer / project charter
Brain storming
Mind maps
Affinity diagrams
High level Process Maps
Systematic diagrams / Fault tree
Business Process Mapping
Define customer requirements (Voice of the customer)
QFD Quality Function Deployment
Define terms of reference (charting a project)
What you can deliver to the customer and the support you need from the customer to facilitate a successful improvement (contract of engagement)
Brain storming, Mind maps, Affinity diagrams, High level Process Maps, Systematic diagrams / Fault tree, Business Process Mapping Tools to explore a problem, project or current thinking.
Tools to group those ideas logically. Then define a route map to improvement, the risk involved and how to mitigate that risk.
Define customer requirements (Voice of the customer) QFD Quality Function Deployment, is a method of defining what the customer needs, what is critical to there business success & prioritize objectives to meet the customer need.
Measure:
Define terms of reference (charting a project) What you can deliver to the customer and the support you need from the customer to facilitate a successful improvement (contract of engagement)
Brain storming, Mind maps, Affinity diagrams, High level Process Maps, Systematic diagrams / Fault tree, Business Process Mapping Tools to explore a problem, project or current thinking. Tools to group those ideas logically. Then define a route map to improvement, the risk involved and how to mitigate that risk.
Define customer requirements (Voice of the customer) QFD Quality Function Deployment, is a method of defining what the customer needs, what is critical to there business success & prioritize objectives to meet the customer need.
Voice of the process (7 quality tools) Tally charts, Bar charts, Pareto, Run charts, Control charts, Cause & effect, Check sheets.
Evaluate measurement systems Gauge R&R
Every process has variation and measurement system, tools & cmm are no exception.
Typical your measurement process needs to be ACCURATE, REPEATABLE & REPRODUCIBLE to less than 10% of the tolerance you are trying to measure to & proven to be so.
Select measures of performance QFD Quality Function Deployment is a method of defining what the customer needs and what is critical to there business success and prioritizing performance measures to support the customers need.
Analyze:
Investigate source of variation (Special cause / Common causes)
Stratification of data to get information Cause & effect CP & CPK Fault tree Contingence analysis FMEA (Failure Mode Effect Analysis) Design of experiments (DOE) Detailed process maps
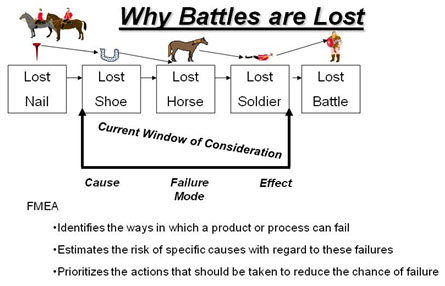
Fig 5. FMEA(failure mode effect analysis)
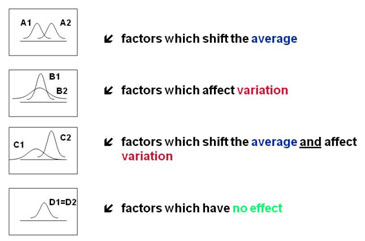
Fig 6. DOE (design of experiments) will help us identify…
Investigate source of variation (Special cause / Common causes)
Special cause variation are the one off, occasional and obvious cause of a process / quality problems.
Common cause variation are the day in day out causes of process problems, because the process is not stable enough, they are hidden (these form 80% of process problems)
Conventional non-conformance management systems seek to solve special cause variation (e.g. concessions) - but these only represent 15 - 20% of the total variation.
Six Sigma addresses all variation.
Improve:
Prioritize improvements
Impact Vs Effort
Brainstorming
Affinity diagrams
Solution selection matrix
Tactical implementation plans
Deliver improvements (reduce variation systematically)
Prioritize improvements
Tool commonly in uses are, Impact Vs Effort, Brainstorming, Affinity diagrams, Solution selection matrix.
These tools help define the best method to meet the customer need (as defined in the QFD)
Tactical implementation plans Deliver improvements to reduce variation systematically i.e. make a change, note the improvement and make the next improvement.
Critical we need to establish that any change is a change for the good.
Control:
Control the process
Recover
Control plans
Escalation process
Prevent
Poke yoke (mistake/ error proof)
Monitor
Control charts
Checksheets
Documentation and Standardization
Control the process
Recover, Control plans, Escalation process.
Prevent by Poka-yoke (Error proof the process) to fundamentally remove the rood causes of process variation in line with six sigma methodology.
Monitor, Control charts, Checksheets, Documentation and Standardization, to ensure that stable process is maintained and that the process does not degrade.
The objective is to remove the root causes of process variation, management are only left with a few critical input variables in the process that need controlling and not all inputs as before.
Where does Six Sigma fit with Lean?
Lean and Six Sigma both seek to deliver business improvement
They are different in the methods used and tools employed Lean typically address the total manufacturing environment Six sigma typical address the root cause of process variation
There is significant benefit from using the most appropriate tools and improvement methodology to meet the customer requirements.
» More Information 





